

© VidéoContrôle 2022 - v7.08

Résolution 35 000 x 4 096 pixels Zoom 1/19
Mode Contrôle
Le choix des éléments affichés - Références, ordre de fabrication, image, contrôles et boutons, messages – et les actions associées sont sous le contrôle du programme du séquenceur. Les contrôles, affichés en vert ou rouge sur l'image selon leur conformité, sont définis dans les gammes associées aux images de la pièce. Dans la barre de titre de chaque fenêtre figurent les noms du programme du séquenceur et de la gamme de contrôles actifs.

4 caméras connectées à 4 instances de Visitri
L'accès aux boutons requiert identification et mot de passe. Toute intervention est journalisée.
Rapports instantanés:
Des rapports instantanés peuvent être affichés en permanence: mis à jour à chaque pièce ils permettent au responsable de production d'avoir un aperçu immédiat de la distribution des défauts, de vérifier les tolérances, contrôle par contrôle.

Taux de non conformités pour chaque contrôle, classés par ordre décroissant

Pièce mesurée: valeurs des contrôles, classées par ordre alphabétique
Histogramme:
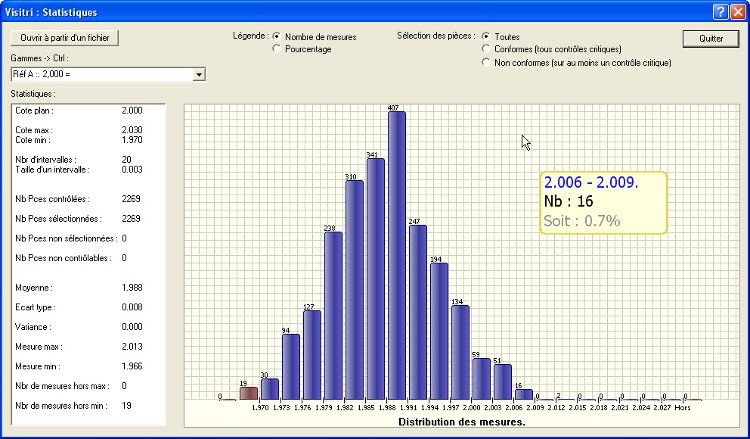
A la fin ou pendant le passage d'une campagne de pièces, il est possible d'afficher un bilan de toutes les cotes contrôlées sous forme d'histogramme. Différents types d'affichages sont possibles comme:
- Pièces bonnes
- Pièces mauvaises
- Pièces bonnes et mauvaises
- Nombre de pièce en quantité
- Nombre de pièce en pourcentage
Utilisé par la qualité, cet outil permet de repérer simplement les contrôles critiques et de remonter les infos à la production. Ces informations peuvent être utilisées pour du SPC.
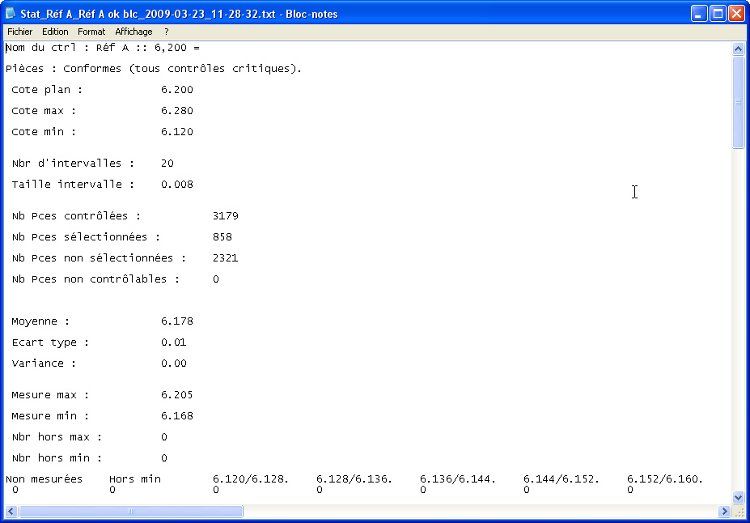
Histogramme, format texte.
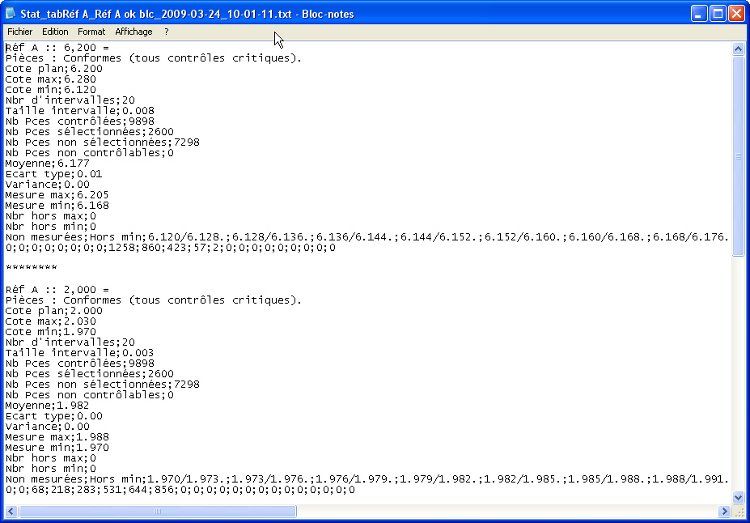
Histogramme, format CSV, pour importation Excel
Gestion centralisée des tolérances:
Toutes les tolérances de tous les contrôles sont centralisées et peuvent en quelques clics être vérifiées et corrigées via un dialogue protégé par mots de passe et journalisé :

MES:
Toutes les données de mesures et leur contexte sont exportables vers les MES sous forme de fichiers texte ou JSON très complets, enregistrant :
- Version logiciel et versions contrôles
- Identification machine
- Référence
- Lot
- Identification moyen de contrôle
- Identification gamme
- Date début et fin de production
- Date début et fin de cycle
- Liste des contrôles
- Pour tous les contrôles de la gamme, caractéristiques et tolérances à chaque départ cycle
- Pour toutes les pièces, identifiées, et tous les contrôles : valeurs mesurées et status de conformité
- etc.
Registres à décalages:
Pour les machines séquentielles multi-postes (Machines à plateaux indexés, machines à palettes...), les registres à décalages intégrés permettent de propager les mesures de nos caméras ou de moyens de mesures externes avec les pièces jusqu’aux postes d’éjections des pièces conformes, afin d’insérer dans le contenant un ticket statistiques, précisant par exemple en fin de remplissage minimum, maximum, moyenne et écart-type.
Autorisant le montage appairé, ces possibilités permettent de reconsidérer les tolérances critiques …
Outils de productivité:
Les conditions de production diminuent fréquemment la productivité: par exemple, dans le cas du contrôle à la volée de pièces posées sur un support transparent, poussières et rayures interfèrent et provoquent la mise au rebut de pièces bonnes.
Nous avons développé des outils spécifiques pour maintenir la productivité en
dépit de ces aléas:
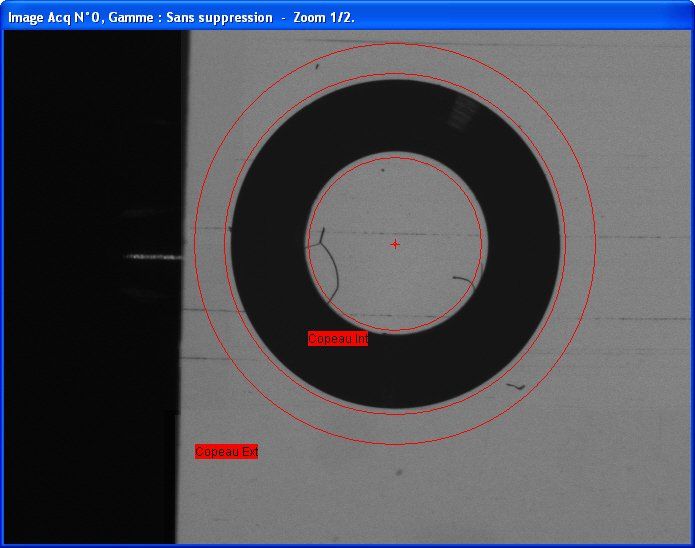
Avant traitement, les rayures et poussières provoquent une fausse détection de copeaux ou morfils extérieur à la pièce
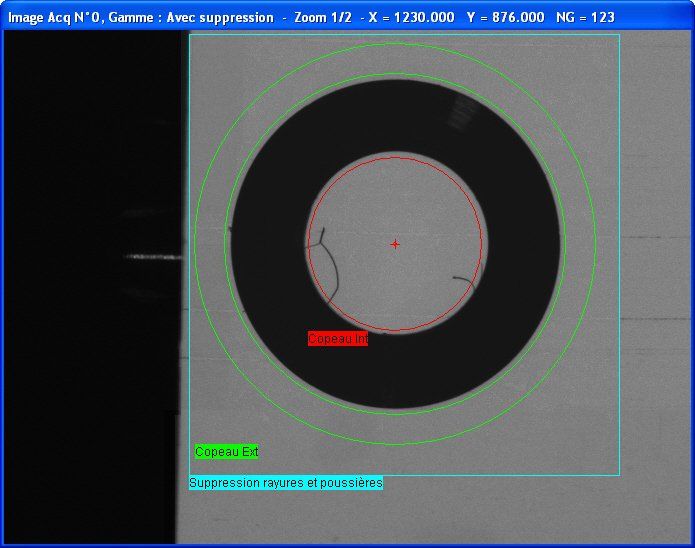
Le traitement a fait disparaître rayures et poussières. Il n'y a plus de fausse détection à l'extérieur de la pièce; les morfils intérieurs sont conservés et détectés.
Ces traitements rapides (quelques millisecondes) rendent le process plus tolérant: Sur nos machines plateaux 95% des pièces bonnes rebutées à cause de ces salissures ou détériorations sont récupérées et la fréquence des arrêts de production pour nettoyage des machines est largement diminuée !
Partenaire
